
Products

Products
SRU Rotary Lobe Pump

Application
The SRU range of rotary lobe pumps has been designed for use
on wide ranging applications within the Brewing, Dairy, Food,
Pharmaceutical and Chemical industries. The SRU pump can handle
from low to high viscosity media with its characteristic smooth, low
shear pumping action being ideal for products such as creams, gels,
emulsions, aerated mixtures, and delicate cells and organic solids
in suspension.
The SRU range is suitable for CIP (Cleaning In Place) and conforms
to USA 3-A Sanitary Standard. In addition the SRU pump range is
certified by EHEDG (European Hygienic Equipment Design Group)
as fully CIP cleanable to their protocol. The SRU pump range is
also classified for use in potentially explosive atmospheres under the
ATEX Directive 94/9/EC Group II, Categories 2 & 3, with temperature
classification T1 to T4. The SRU range is compact in size and highly
efficient, capable of flow rates up to 106 m³/h and pressures up to
20 bar. The modular design provides for greater application flexibility
and cost effective maintenance.
The SRU range is compact in size and highly efficient, capable of flow
rates up to 106 m³/h and pressures up to 20 bar. The new improved
modular design provides for greater application flexibility and cost
effective easy maintenance.
Standard Design
Pump Gearbox
The SRU pump with its conventional lobe pump design concept has a
robust cast iron gearbox, which provides maximum shaft rigidity and
easy oil seal replacement. The SRU range in series 1-4 has a universal
gearbox design. This gives the flexibility of mounting pumps with the
inlet and outlet ports in either a vertical or horizontal plane by changing
the foot and its position. The SRU range in series 5 & 6 has dedicated
gearbox castings, which also allows the inlet and outlet ports to be in
either the vertical or horizontal plane.
Pump head Construction
The SRU in standard specification has sanitary design full bore inlet
and outlet ports to International Standards, maximising inlet and
outlet port efficiency and NPSH characteristics. Enlarged diameter
and rectangular ports are also available to handle very high viscosity products.
The SRU in standard specification has tri-lobe rotors with the option
of bi-lobe rotors for handling fluids containing large delicate solids. All
rotors are available in three temperature ratings allowing the pump to
be operated at maximum process temperatures of 70°C, 130°C and
200°C for both fluid pumped and CIP.
Materials of Construction
Pump gearbox - high quality grey cast iron.
Pumphead - product wetted components in 316L .
Product wetted elastomers of EPDM, NBR, FPM all FDA conforming.
Also PTFE for chemical applications.
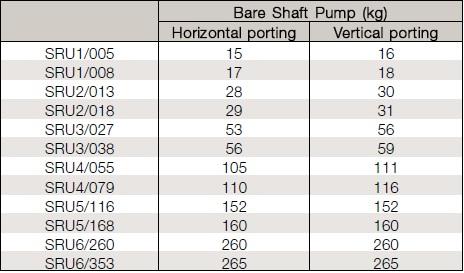
Weight
Shaft Seal Options
- Single or single flush/quench (steam barrier for aseptic
application) R90 or Hyclean type mechanical seals.
- Double R90 type mechanical seal for flush.
- Packed gland (unflushed or flushed versions).
Note: EHEDG compliance only for Hyclean type mechanical seals.
Materials for Mechanical Seals
Carbon/Stainless steel, Tungsten Carbide/Tungsten Carbide, Silicon
Carbide/Silicon Carbide or variations of these materials to suit fluid
being pumped and/or application requirements. (N.B. Material variants
are not available on all R90/Hyclean seal types)
Pump Sizing
In order to correctly size a rotary lobe pump some essential information
is required. Provision of this information listed below enables our
Technical Support personnel to obtain the optimum pump selection.
Product/Fluid Data
- Fluid to be pumped
- Viscosity
- SG/Density
- Pumping temperature, minimum, normal and maximum
- Cleaning in Place temperature(s), minimum, normal and maximum
Performance Data
- Flow rate, minimum, normal and maximum
- Discharge head/pressure (closest to pump outlet)
- Suction condition
Standard Specification Options
- Specification of inlet and outlet ports (Screwed male to BSP,
DIN11851, Rdg, SMS, ISS/IDF, RJT, IAMD/3A, Tri-clamp and other
standards, or Flanged to BS4504/DIN2533, ASA/ANSI 150, BS10E
and other standards).
- Rotorcase Cover with integral Pressure Relief Valve.
- Heating/Cooling Saddle Jackets for Rotorcase and Jacket for
Rotorcase Cover (not available when relief valve fitted).
- Bi-lobe Rotors in stainless steel and non-galling alloy.
- Electropolished product wetted components.
- Full material traceability on request to BS EN10204 3.1
- Electroless nickel plated gearbox.
- ATEX compliance.
- Complete pump unit comprising: Pump + Baseplate (mild or
stainless steel) + coupling with guard + Geared electric motor
suitable for (or supplied with) frequency speed control or manual
variable speed drive (advise motor enclosure and electrical supply)
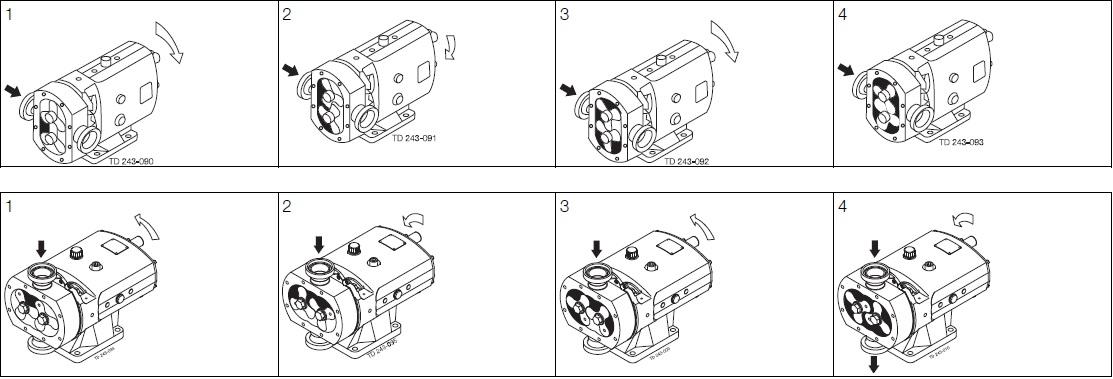
Working Principle
The positive displacement of the SRU pump is provided by non-contacting, contra rotating tri-lobe or bi-lobe rotors within a fully swept pump chamber.
All SRU pumps are capable of bi-rotational flow without modification.
Fig. 1
Flows/Pressures/Connections
>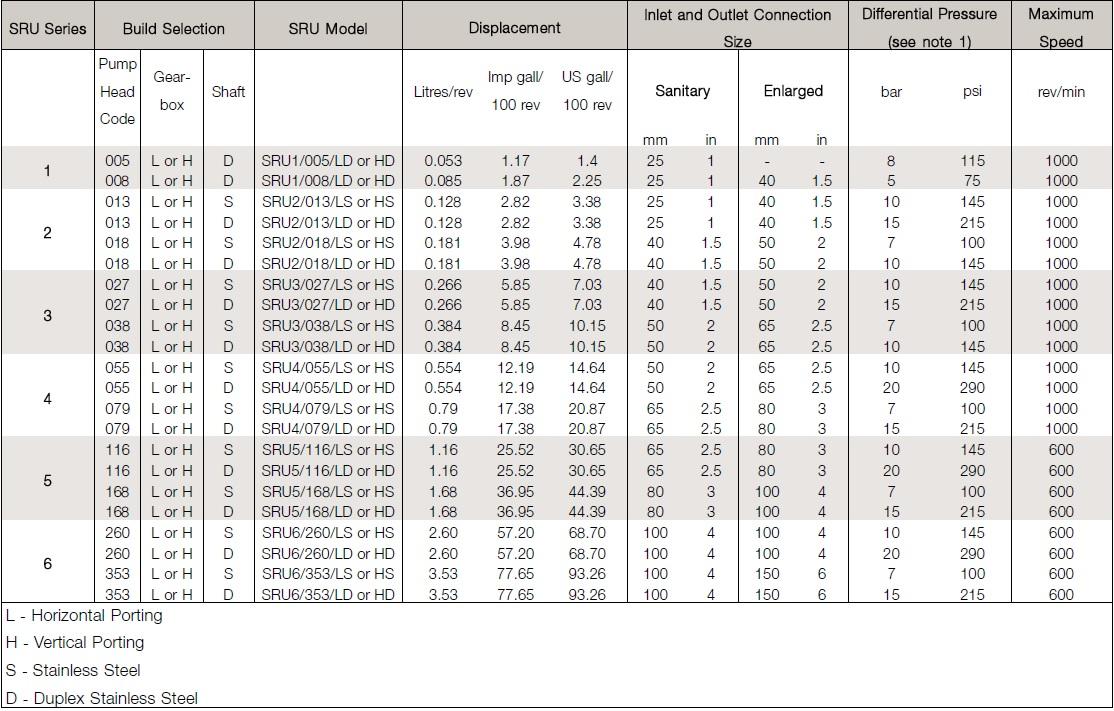
Note 1. These pressure ratings may vary for pumps with certain threaded connections.
Previous: SX Rotary Lobe Pump










- Leave message

 联系方式
联系方式 QQ客服
QQ客服